

De bedste produkter


Senestenyt
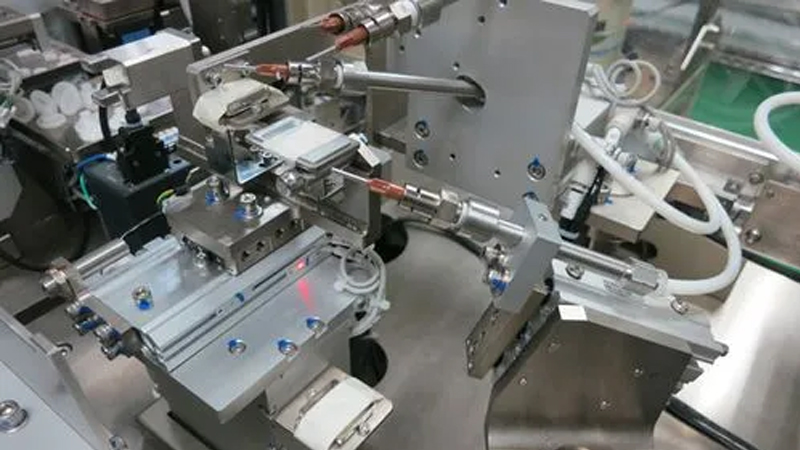
Hvad er de almindelige problemer med den daglige brug af automatiserede lodningsmaskiner
it manifesterer sig hovedsageligt i fænomener, såsom virtuel lodning, tinstabling og kontinuerlig lodning. Som svar på svejsefejl under driften af disse maskiner har vi opsummeret følgende problempunkter og løsninger:
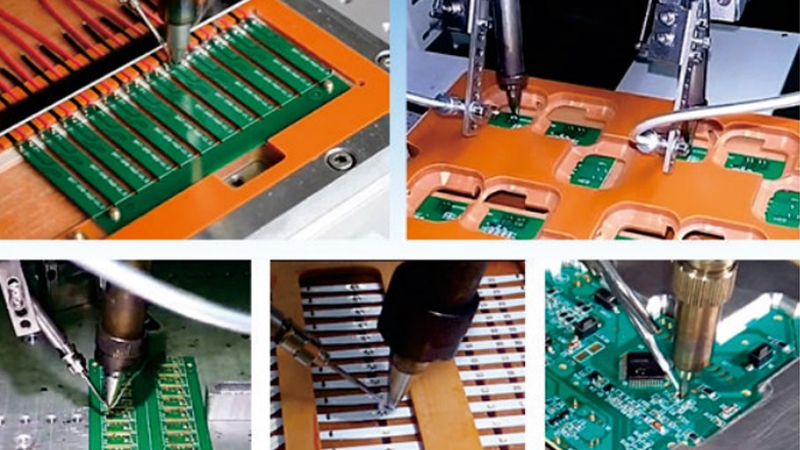
virtual lodningsproblem: Virtuel lodning henviser generelt til den situation, hvor loddemæssige ledene ser ud til at være intakte under svejseprocessen, Men i virkeligheden er de ikke reddet, eller mængden af loddeindtrængning er utilstrækkelig. Hovedårsagen til denne situation er, at lodning af jernhovedet ikke forbliver på loddepuden fornok tid, eller temperaturen er for lav,
solution: Vi behøver kun at forlænge opholdstiden for loddejernhovedet eller øge den temperatur for at løse det. Hvis du ikke er bekendt med virtuel lodning, kan du lære mere om, hvordan du undgår glip af lodning i automatiske lodningsmaskiner?
2 、 Tin Stabling Problem: Tin stabling henviser generelt til svejsning og plet svejsning til en sfærisk form, med benene af stifterne, der ikke lækker ud. Hovedårsagen til dette fænomen skyldes den store mængde tinfod, og en anden grund er, at stifterne af elektroniske komponenter er for korte, og loddepuderne ikke udsættes. Mængden af tinfed reduceres, eller lange stifter er tilbage, det kan løses.
welding Problem: Svejsning henviser generelt til fænomenet i flere tilstødende punkter, der brodurer sammen under lodningsprocessen. Årsagen til dette fænomen skyldes enten overdreven tinfodring eller et lille kløft mellem to punkter. Løsning: I denne situation skal tinmængden først reduceres, og derefter skal placeringen af loddejernhovedet kontrolleres for at se, om det er korrekt. Hvis det ikke er korrekt, skal det justeres rettidigt. Derudover skal størrelsen på lodning af jernhovedet også kontrolleres for at se, om det er korrekt. Hvis det ikke er korrekt, skal det justeres rettidigt. 4. Under lodningsprocessen kan tintråden undertiden sidde fast i den automatiske lodningsmaskine. På grund af svejsningstemperaturen, der indstilles for lav, er tinfodringshastigheden for hurtig, og tinfodringsnålen er for tæt på loddejernhovedet, hvilket får tintråden i frontenden af lodning af jernhovedet til ikke at smelte i tide , som let kan få tintråden til at sidde fast. Løsning: Juster placeringen af tinfodringsnålen for at holde afstanden mellem tintråden og lodning af jernhovedet, juster tinfodringshastigheden i maskinparametrene og juster temperaturindstillingen.
Tidligere: Ikke mere